
Korzyść Wyjmowana płyta grzewcza powlekana PTFE z oddzielnym systemem kontroli temperatury. Narzędzie do planowania elektrycznego; Być wykonany z materiału lekkiego i o wysokiej wytrzymałości; prosta struktura, mała i delikatn...

Manualna maszyna do fuzyjnej tyłka PP zapewnia standardowy zakres spawania od 90 mm do 250 mm, z unikalną strukturą skrzyni biegów. Głównie składa się z 2 głównych części: karetka (zwana również ramką lub podstawą), narzędzie do ...

Korzyść Jest odpowiedni do łączenia rur PE, PP, PVDF, rur i złączek do rur w placach budowlanych i rowkach; LT można również użyć w warsztatach; Czysta aluminiowa rama i zacisk; Frez z wysokiej mocy, gumowy przewód zasilający...

Korzyść Jest odpowiedni do łączenia rur PE, PP, PVDF, rur i złączek do rur w placach budowlanych i rowkach; Można go również używać w warsztatach; Czysta aluminiowa rama i zacisk; Frez z wysokiej mocy, gumowy przewó...

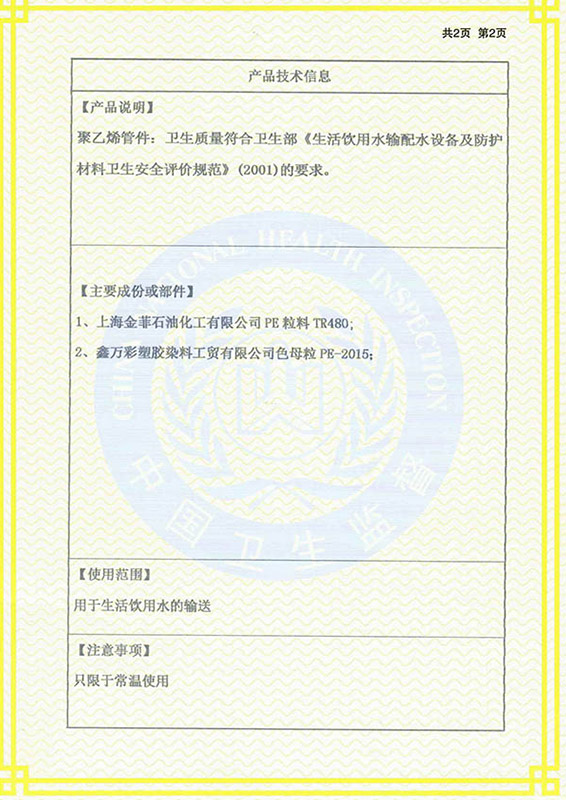
Rura PE ma wysoką masę cząsteczkową, dobrą stabilność i zdolności przeciwstarzeniowe. W normalnej temperaturze roboczej żywotność rur PE można zagwarantować, że wynosi ponad 50 lat.

Rury PE nie dodają stabilizatorów metali podczas procesu przetwarzania, a materiał nie jest toksyczny, bez skalowania warstwy i nie hoduje bakterii. Jest to bezpieczny i higieniczny materiał rurociągowy. Sam materiał PE może być poddany recyklingowi i nie będzie wytwarzać substancji, które mają wpływ na środowisko.

Stabilność struktury molekularnej rur PE jest wyjątkowo wysoka i nie ma korozji elektrochemicznej. Wśród wielu materiałów rurociągowych wskaźnik korozji rur PE jest stosunkowo niewielki, a oprócz kilku utleniaczy mogą wytrzymać korozję z różnych pożywek chemicznych.

Rura PE to materiał rur o wysokiej wytrzymałości z szybkością wydłużenia pękania wynoszącym ponad 500%, który ma wpływ na wpływ i trzęsienie ziemi oraz silną możliwość dostosowania się do nierównomiernego osadnictwa podkładu rur.
Rury HDPE mają dobrą odporność w niskiej temperaturze i nie będą wykazywać kruchego pękania nawet w bardzo niskim środowisku.

Rury HDPE mają płaskie ściany i niską odporność na przepływ, co powoduje wydajność tarcia płynnego, nie tylko odporności na zużycie, ale także wysoką wydajność przenoszenia.

Zhuji Gaohui Machinery Co., Ltd. , Gaohui jest profesjonalnym dostawcą zaangażowanym w badania, rozwój, produkcję, sprzedaż i obsługę plastikowych rur i wyposażenia, nasze główne produkty to wyposażenie rur HDPE, takie jak elektrozawoty, dopasowanie do fuzji tyłka, złączki nici i itp. Dostarczamy nie tylko naszym klientom wysokiej jakości towary po cenach bram fabrycznych, ale także zapewniamy profesjonalne rozwiązania dotyczące aplikacji rurociągowych. Nasze wyposażenie rur HDPE gwarantują 50 lat życia w normalnym użyciu. Znajdujemy się w Zhuji City w prowincji Zhejiang w Chinach z wygodnym dostępem do transportu. Delikatna ścisła kontrola jakości i terminowa obsługa klienta, nasi doświadczeni pracownicy są zawsze dostępni, aby omówić Twoje wymagania i zapewnić zadowolenie klienta. Ponad 50 zestawów sprzętu produkcyjnego i wykwalifikowanych pracowników upewnia się, że dostarczamy czas, możemy dostarczyć dopasowanie HDPE do 1200 mm. W ostatnich latach, w celu powiększenia rynków zagranicznych, wzięliśmy udział w zagranicznych wystawach, nasze produkty dobrze sprzedają się na rynku krajowym, również nasze produkty są eksportowane za granicą, takie jak Holandia, Wietnam, Filipiny, Indonezja, Malezja, Malediwy, Nigeria, Thailand, Pakistan i itp., Oraz otrzymywać dobrą reputację od klientów. Z zadowoleniem przyjmujemy również zamówienia ODM i OEM, niezależnie od tego, czy wybieramy nasze obecne produkty z naszego katalogu, czy poszukiwanie systemu inżynieryjnego do aplikacji.

W świecie nowoczesnej infrastruktury istotne jest zapewnienie niezawodności i trwałości systemów rurociągów. Niezależnie od tego, czy chodzi o dystrybucję wody, transport gazu, czy zastosowania przemysłowe, integralność połącze...
Zobacz więcejW świecie nowoczesnych systemów rurociągów zdolność do zapewnienia szczelności pracy ma kluczowe znaczenie. Niezależnie od tego, czy chodzi o dystrybucję wody, transport gazu, czy gospodarkę ściekową, każdy wyciek w systemie mo...
Zobacz więcejW świecie nowoczesnej infrastruktury rurociągów zapotrzebowanie na niezawodne, trwałe i wydajne systemy jest ważniejsze niż kiedykolwiek. Niezależnie od tego, czy chodzi o transport wody, gazu, ścieków czy płynów przemysłowych,...
Zobacz więcejW miarę ciągłej modernizacji infrastruktury globalnej sieci wodociągowe i systemy dystrybucji gazu podlegają wyższym standardom niż kiedykolwiek wcześniej. Miasta wymagają bezpieczniejszych rurociągów, wykonawcy oczekują szybsz...
Zobacz więcejW świecie budowy domów i hydrauliki toczy się debata pomiędzy plastikowe rury i tradycyjnych materiałów, takich jak miedź, stal i żeliwo, trwa od dziesięcioleci. Obydwa rodzaje materiałów mają różne zalety i wady w zależ...
Zobacz więcejTel : +86 13655751246 / +86 13816544085
Landline: +86-0575-87667126
Dodaj: Jeza Jezioro Industrial Zone Diankou Town, Zhuji City, Prowincja Zhejiang, Chiny
Prawa autorskie © Zhuji Gaohui Machinery Co., Ltd. Wszelkie prawa rezerwują












